new century heaters
VERTICAL IMMERSION HEATERS
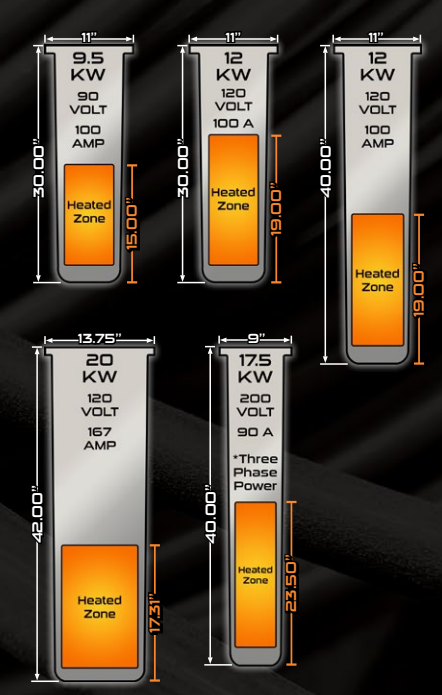
Our vertical immersion heaters for molten metal are built with heavy-gauge ICA wire wound on cast ceramic cores, ensuring consistent wire spacing for even heat distribution. The elements are designed to operate with high-density, high-conductivity, non-wetting protection tubes for reliable thermal performance in demanding applications.
- Drop Shipping to Installation Facilities is Available
- Dedicated Customer Service Representatives
- Industry-Leading Manufacturing Timelines, Expedites Also Available
heaters are single phase
Immersion heaters improve heat transfer in holding furnaces by delivering energy directly into dip wells and degassers. This avoids the oxide layer that forms on the surface of molten metal.
save up to 30% on energy
Immersion heaters typically require 25 to 30 percent less power than glow bar furnaces. They also significantly reduce melt loss and improve metal quality compared to both glow bar and gas-fired reverb furnaces.
controls available
We also supply immersion heater accessories including seal cones, ceramic inserts, thermocouples, mounting hardware, protection tubes, and more.
made in the usa
New Century Immerison Heaters are designed & manufactured in Eau Claire, Wisconsin, U.S.A.
WE WILL WORK WITH YOUR FURNACE BUILDER
New Century Heaters has engineered our immersion heaters specifically for molten metal systems. When paired with our specially designed protection tubes, these heaters provide one of the most robust and efficient molten metal heat sources in the industry.
Power requirements are typically 25 to 30 percent lower than glow bar furnaces. Users benefit from a significant reduction in melt loss and improved metal quality compared to both glow bar and gas-fired reverb furnaces. These advantages, combined with extended refractory life, result in long-term cost savings.
Immersion heaters virtually eliminate melt loss in melters. Since the refractory is never superheated, refractory life is typically at least doubled over that of glow bar and gas-fired reverb holding and melting furnaces. Corundum formation is eliminated in properly designed immersion-heated systems. In contrast, superheating molten aluminum increases hydrogen absorption and promotes the formation of aluminum oxides, which may remain suspended in the melt or settle and later become reintroduced into circulation.
We use the heaviest gauge ICA wire in the industry to manufacture durable, long-life immersion heaters that can operate at temperatures up to 2,000°F. The wire is recessed in precision-cast ceramic cores with separating grooves that maintain proper coil spacing, preventing contact and shorting. Each core is engineered to match its mating protection tube, ensuring consistent performance. Extra-heavy leads are brought out and insulated away from the heater core for reliable, trouble-free connections.
In holding furnace applications, immersion heaters offer more efficient heat transfer by delivering energy directly into dip wells and degassers. This design avoids the insulating oxide layer that forms on the surface of molten metal. The heat source is located beneath any separating refractory arch and placed in close proximity to the dip well or degassing head for faster thermal response.