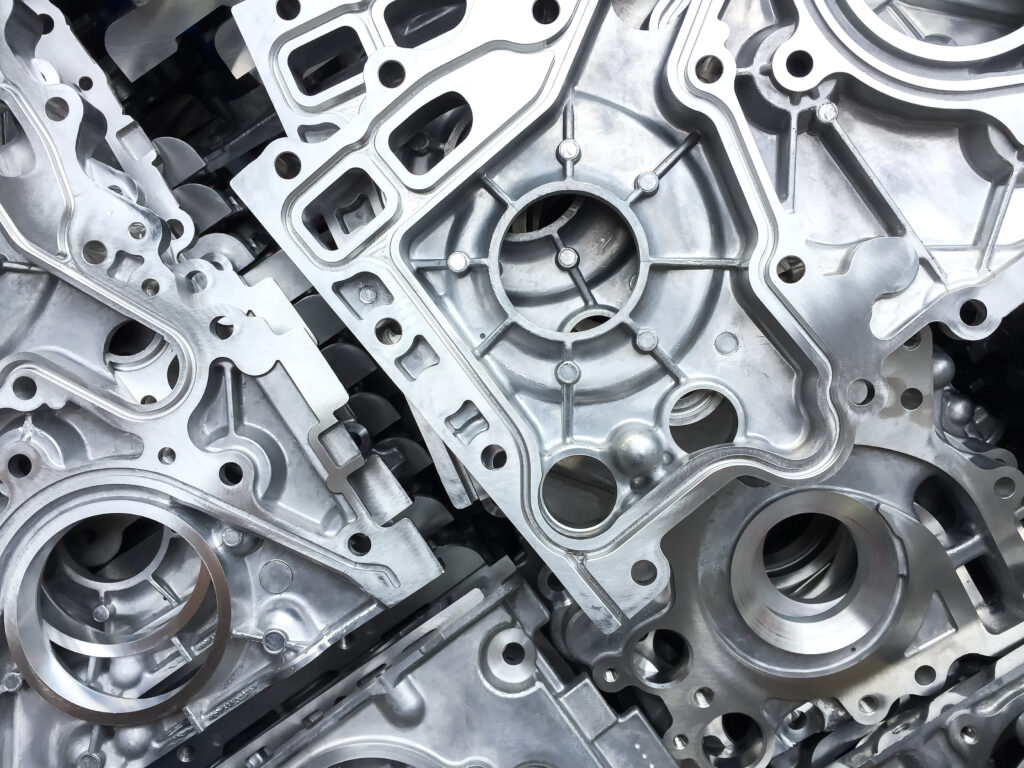
In light-metal casting, two primary methods—high pressure die casting and low pressure die casting—account for the majority of production. High pressure casting is employed in approximately 50% of all light metal casting processes, while low pressure casting is used in about 20%. Both methods offer distinct advantages and are suited for different production scales and part requirements.
New Century Heaters and Our Specialized Immersion Heaters
At New Century Heaters, we have engineered our immersion heaters to optimally function with molten metal, enhancing the casting process. For more information on how our immersion heaters can benefit your casting operations, please contact us.
Understanding High Pressure and Low Pressure Die Casting

High Pressure Casting: This method involves injecting molten metal horizontally into a die at high pressures, up to 1,200 bar. The die consists of two halves; one half is attached to a stationary machine plate and the other to a movable plate. This method allows for rapid cooling and solidification of the metal, enabling faster production cycles. The cast parts often have smoother finishes and can be made with very thin walls, down to 0.40 mm. However, this method generally involves higher operational costs and complex die design, making it ideal for high-volume production.
Low Pressure Casting: Contrastingly, low pressure die casting involves a vertical setup where the molten metal is pushed from below into the die chamber at low pressures, typically around 1 bar. This method is known for producing parts with superior strength and higher dimensional accuracy due to the controlled filling and cooling conditions. The parts can be larger, up to about 150 kg, and the machinery and dies are less complicated and expensive than those used in high pressure die casting.
Advantages and Disadvantages of Each Method
High Pressure Advantages
- Shorter casting cycles.
- Capability to produce thinner walls and smoother finishes.
- Higher material utilization; no feeders required.
- Well-suited for automation.
Disadvantages
- More expensive and complex die requirements.
- Lower strength of die-casted parts due to potential porosity and inclusions.
- Not suitable for very large parts.
Low Pressure Advantages
- Produces parts with superior strength.
- More straightforward machinery and die requirements.
- Allows casting of parts up to approximately 150 kg.
- High dimensional accuracy and material utilization.
- Cost-effective and suited for complex geometries.
Disadvantages
- Longer casting cycles.
- Minimum wall thickness limitations at about 3mm.
Choosing the right casting method depends on various factors including the volume of production, part complexity, desired material properties, and cost considerations. New Century Heaters is here to support your casting operations by providing state-of-the-art immersion heaters tailored to your specific needs. Contact us for a full catalog of our immersion heaters and let us assist you in finding the optimal solution for your casting requirements.